製品紹介PRODUCTS
鋳物とは?鋳造とは?
鋳造とは、作りたい形と同形状の空洞部を持つ型に、溶かした金属(鉄、アルミ、銅、錫など)を流し込み、それを冷やして固める金属加工法です。
型の種類によって、砂を固めて作った砂型、金属を削って作った金型、樹脂型や石膏型などがあります。型のことを鋳型と呼び、鋳造で作ったものを鋳物といいます。
鋳造のメリットは、複雑な形状の部品を低コストで大量に生産できる、中空部を作ることが出来る、大きさに制限がないなど、製法や熔解金属の配合材質により用途・大きさなど多岐にわたり様々なものを造ることが可能です。
鋳物産業では自動車、船舶、鉄道、飛行機、重機、産業機械などのいろいろな製品も造られています。
身近なところには炊飯器・洗濯機・パソコン・デジカメ・携帯電話などの家電製品、ストーブ、ガス器具などの暖房用品、フライパン・鍋などの日用品、リール・スキー用品・ゴルフクラブのヘッド等のレジャー品、ドアレバー・門扉・街路灯・マンホールの蓋・橋・フェンスなどの建築関係、公園や寺院にある仏像や釣鐘などがあり、用途に合わせ製法や材質を変えることにより幅広く利用されています。
お問い合わせから鋳物製品が完成し出荷されるまでの流れ
① お問い合わせ・お見積り
お問い合わせはお電話(052-351-5351)かお問い合わせよりご連絡ください。お電話での受付は9:00~16:00になります。その後、お客様のご要望をお聞きし、作業内容や日程からお見積もりをお出しします。ご相談の際には、3Dデータや立体模型などをお持ちいただくとご提案しやすくなります。
② 型製作(保管)
弊社が鋳造に使用する模型は大きく分けて2種類あり、木型と発泡型です。
お客様が要望される鋳物を製作する際、木型と発泡型のどちらを使うかお打ち合わせ後に型製作またはお手元の型を支給していただきます。
お客様の資産である木型は弊社にて大切に保管いたします。

③-1 造型工程
鋳造工程の基礎となる鋳型を模型をベースに製作します。
鋳型は、上型・下型・中子型の3つを準備します。その中でも中子型は、空洞のある鋳物を制作する際に、必要なパーツです。それぞれのパーツを組み合わせると鋳型が完成します。
中子型は、鋳物の空洞を作る役目を担っているため、上下の鋳型の中に設置します。
その際、中子型を安定した姿勢で設置しないと誤った位置に空洞ができるため、一定の技術が求められます。
③-2 溶解工程
鋳型に流すための金属を溶かしていきます。溶けた金属は溶湯と呼びます。
この工程での成分調整と温度調整が鋳物の完成度を大きく左右します。
金属は主に、銑鉄とスクラップ材や以前の鋳造で利用して戻ってきたリターン材を使い、合金や炭素を入れて成分調整していきます。
これらを電気炉で溶かしていくと不純物が浮いてくるため、取り除きます。
約1,500℃まで温度が上がったら、成分分析を行って必要に応じて調整を行います。


④ 鋳込工程
溶湯(電気炉で溶かした金属)を取鍋(鋳型に流し込むための耐火材容器)に移し鋳型へ流し込みます。
溶湯は性質上、温度が下がると固まってしまいます。
そのため鋳型に流し込む前に固まってしまうと、空洞にしっかりと溶湯が入らずに固まってしまい、鋳物のパーツが欠落するということが起きてしまいます。
⑤ 解枠・バラシ工程
鋳型に流した溶湯が冷えて固まった後に、鋳物を取り出していきます。
鋳型を壊して取り出された鋳物には、バリや鋳型の砂などが付着しています。


⑥ ショットブラスト工程
ショットブラストと呼ばれる機械に製品を入れ、製品に無数のショット玉(鋼球)を当てることで、製品に付着している砂を除去する工程です。この工程によって、鋳物本来の「鋳肌」と呼ばれる表面の質感が見える形になります。単に砂を落とすだけでなく、鋳物の表面を磨く工程でもあります。
⑦ 仕上工程
製品に残ったバリやその他不要な部分を削る、切る、磨くという仕上げの工程です。3~4種類あるグラインダーという機械を用い、製品をきれいにしていきます。技術の度合いによって、仕上がりの良さと、作業時間の長さに差が出ます。
この段階でほぼ最終工程ですので、お客様に提供できる状態に仕上げます。良品か不良品かを見極めることも重要です。

⑧ 検査工程
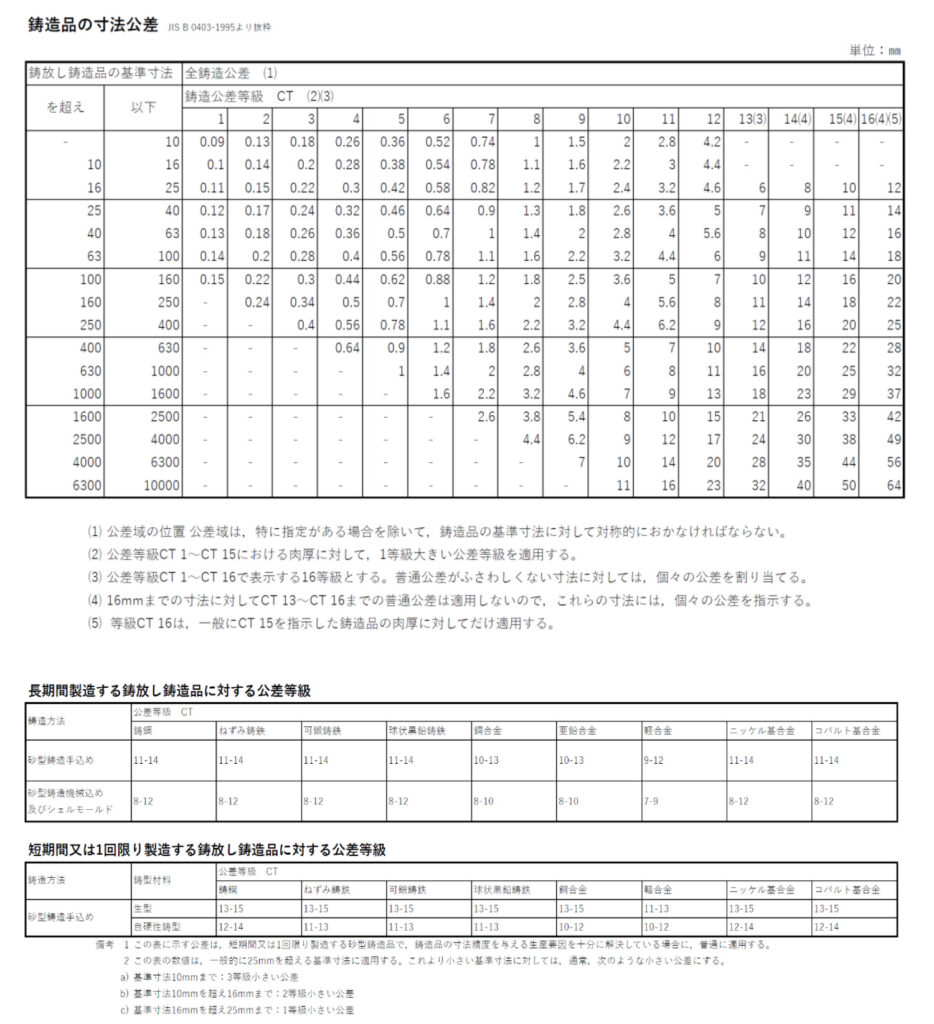
寸法・反り・形状・鋳造欠陥、鋳物の出来栄えなどに問題がないか最終チェックを行います。
⑨ 出荷工程
製品を網カゴやパレットに、荷崩れしないように梱包し、出荷用トラックに積み込みます。
積み込みの際にはパレットの数が最小限で済むことや、荷重が偏るとトラックの運転に悪影響が出ますので荷台での重量配分も考えます。
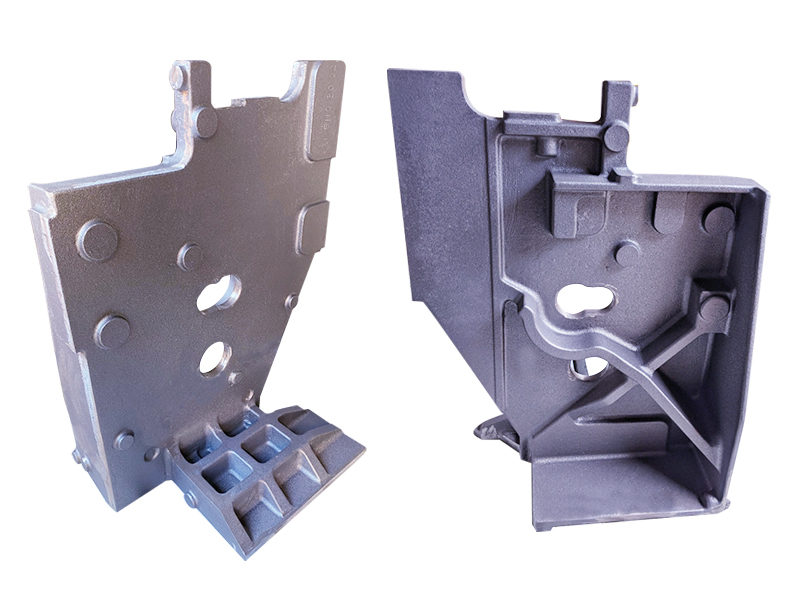
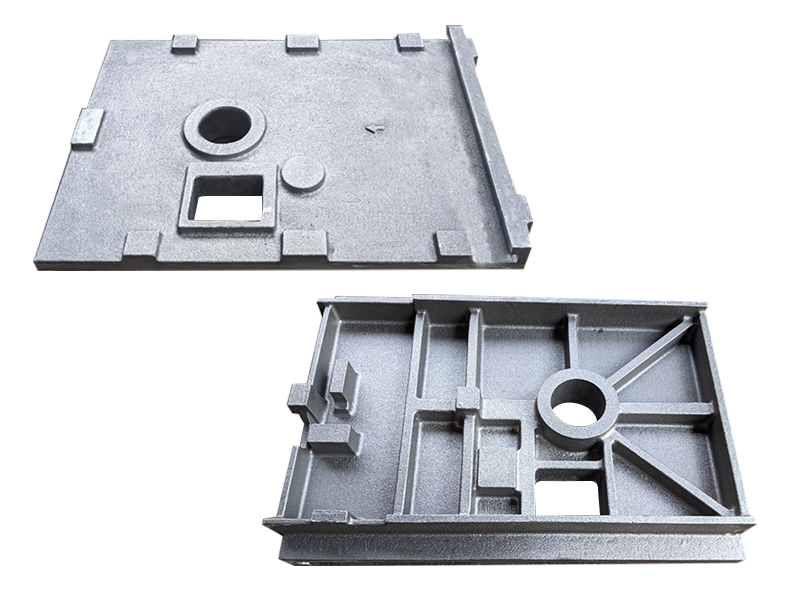
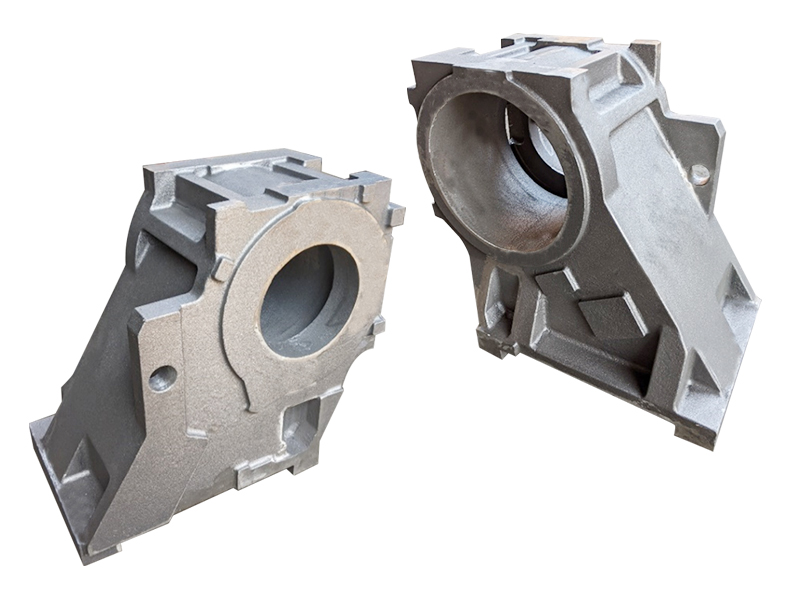
三輪鋳造所の製品を紹介いたします。
![]() 写真をクリックすると拡大表示されます。
写真をクリックすると拡大表示されます。